
はんだ付け講習で行っている 3つのはんだ付け作業
皆さんこんにちは!
本日も引き続き、広島県福山市の太洋電機産業株式会社様にて
はんだ付け講習・検定を実施しています。
はんだ付け講習・検定を受けてみたいと考えているけど、
どのようなはんだ付け作業を行うのだろう・・・
と気になっている方もいらっしゃるかと思います。
はんだ付け講習・検定では、
大きく3つのはんだ付け作業を行い講習を進めていく
カリキュラムとなっております。
その3つの作業を改めてご紹介いたします。
・ラグ端子へのリード線巻き付けからげ はんだ付け
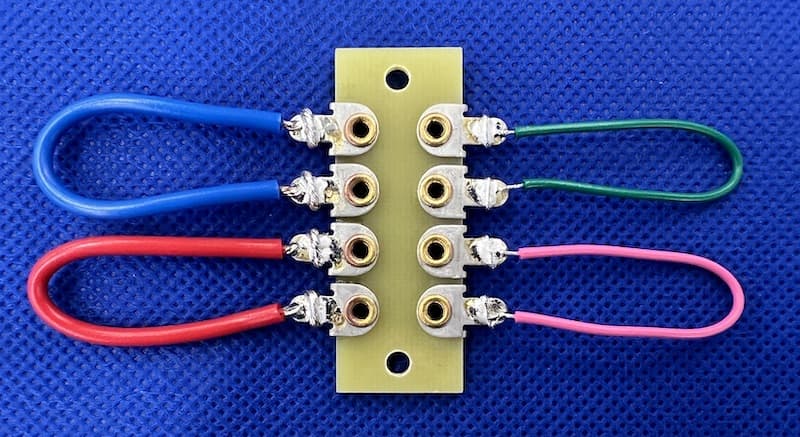
リード線の太さは2種類用意(AWG20、AWG26)しており、
ラグ端子へ巻き付けからげを行い、はんだ付けを行います。
ここでの狙いのひとつは、
フラックスが活性化している短い時間内に約250℃で3秒間の
熱量を与え、自然なフィレットをもつはんだ付けが出来るようになることです。
リード線の太さによって挿入するはんだ量の違いや、
溶融はんだを約250℃に保つ為に冷たい糸はんだを入れるスピードを
コントロールする方法などを学びます。
・Dsubコネクタ カップ端子へのリード線はんだ付け
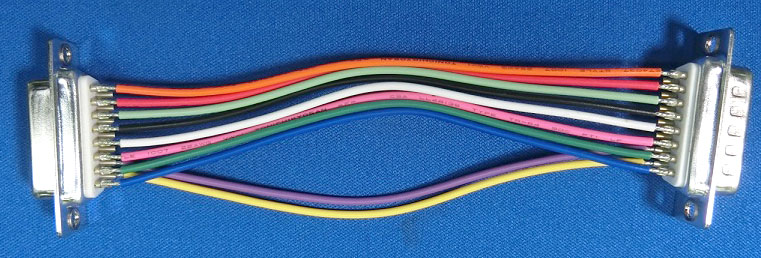
AWG22のリード線を10本、カップ端子の指定された位置へはんだ付けします。
リード線へ予備ハンダを行い、そののちにカップ端子へはんだ付けを行います。
世の中のコネクタには色々な形や大きさのコネクタがありますが
多くのコネクタのはんだ付けで、オーバーヒートしないようにはんだ付けをする為
リード線に予備ハンダ、端子には予備ハンダ無しの組み合わせで行っています。
(太い配線をはんだ付けする場合は予備ハンダしない場合もあります)
その予備ハンダ時に芯線へはんだを確実に馴染ませるために糸はんだとコテ先を両方用いる方法
や、平らなコテ先で円筒形のカップ端子へ熱を伝える為の方法など
理論に基づき具体的な方法でもって学んでいきます。
・プリント基板はんだ付け(表面実装部品、アキシャル・ラジアル部品)
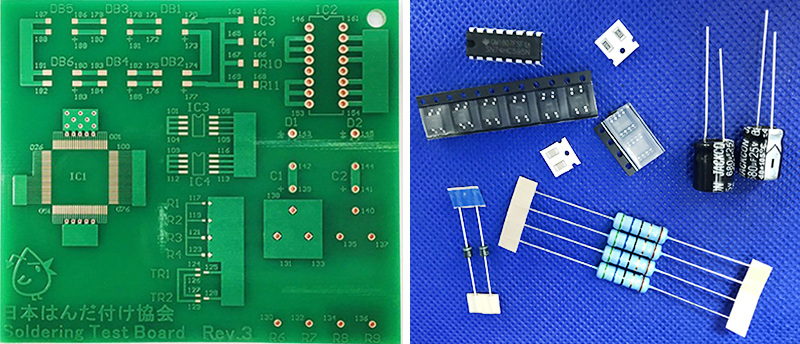
表面実装部品(3216チップ部品、SOP-IC、ダイオードブリッジなど)、
アキシャル・ラジアル部品(DIP-IC、抵抗器・ダイオード・電解コンデンサ)
微細表面実装(100pin QFP、1608・1005チップ部品)(1級) などのはんだ付けを行います。
ある部品の端子が酸化しはんだ付けしづらい理由とその対応方法、
SOP-ICが位置ズレすると起きるはんだ付けの不良はどんなものか、
一カ所だけとてもはんだが融けにくい場合の理由と対応方法など
実際に業務などはんだ付けをする際に体験するシーンを体験して頂くことで
職場に戻って即活用できる知識とスキルを得て頂くことが出来ます。
そしてそして…
実は、はんだ付け講習・検定で行うこれらの作業の
詳細を写真入りで解説しているサイトが以下にございます。
はんだ付け検定・・・略して「だつけん」サイトです!!
とても分かり易いですので、こちらもぜひご確認ください。
それでは皆様、明るいはんだ付けを!






 はんだ付け検定 認定者在籍マークは、はんだ付け検定合格者が在籍しており、はんだ付け作業に従事していることを当協会が認定したことを示すマークです。
はんだ付け検定 認定者在籍マークは、はんだ付け検定合格者が在籍しており、はんだ付け作業に従事していることを当協会が認定したことを示すマークです。