
はんだ付けに光を!はんだ付け検定よくある不具合 アキシャルラジアル実装編
こんにちは、はんだ付け職人です。
今日は、はんだ付け検定で多く発生する不具合についての
6回シリーズの最終回(アキシャル・ラジアル編)です。
(実際に検定で発生した不具合例)
受験者の方が、真剣にはんだ付け検定に挑戦された結果、発生した
不具合例をご覧いただくことで、日常のはんだ付けで
発生している不良の発生原因などが理解していただけると思います。
※※※
この記事の内容は2017年にメルマガやblogで発信し、
以来多くの方にアクセスして頂いている記事のため、
一部内容を編集し改めて
「はんだ付け検定よくある不具合」6回シリーズとして再度アップしております。
※※※
表面実装部品の実装が、一般の方にはまだ難しいこともあって
電子工作の世界では、アキシャル・ラジアルのリードを
はんだ付けするように工作キットが組まれていることが多く、
趣味ではんだ付けされている方には、一番馴染みがあるかもしれません。
しかし、昔と違って基板が小さく高密度化してきましたので、
電子工作の業界でも、スルーホールを持つ両面基板が主体に
なってきました。
今回は、アキシャル・ラジアル部品のリードを
スルーホール基板に実装した際の不具合について紹介、解説します。
※ちなみにスルーホールとはこういうものです。
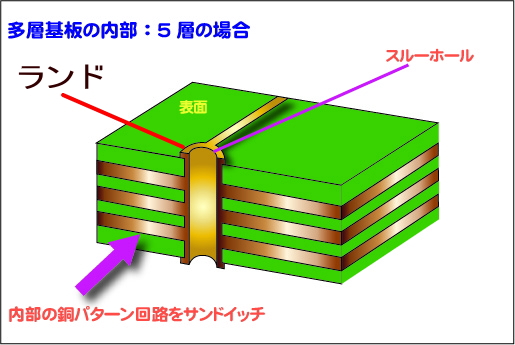
スルーホール断面
※アキシャル・ラジアル部品とはこういうものです。
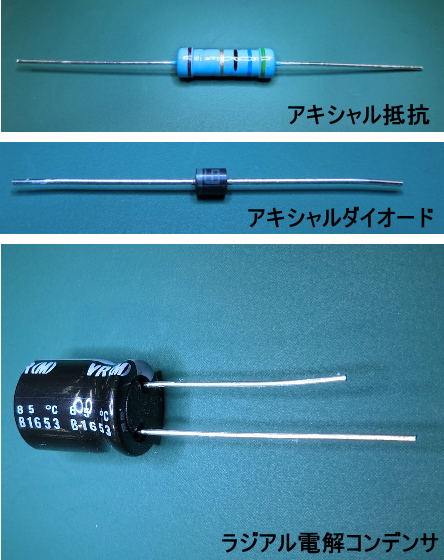
アキシャル・ラジアル部品
では、さっそくご覧いただきましょう。
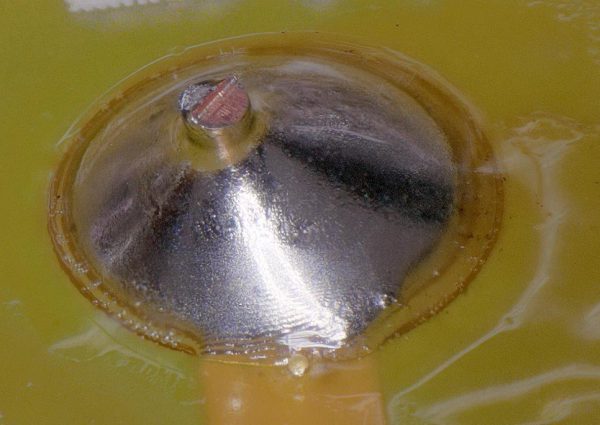
これが、良品の写真で適正なはんだ量の見本です。
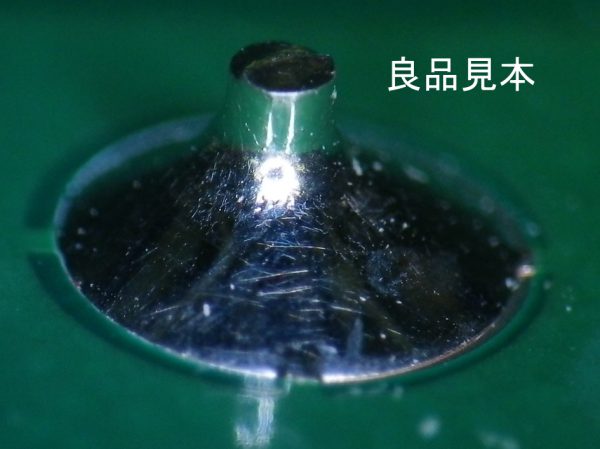
図1 リードはんだ付け良品
リードの先端を頂点とした富士山型の滑らかな曲面で構成される
フィレットが形成されており、なお且つリードの先端の切断面が
薄くはんだで覆われて濡れていることがわかります。
これが理想的なフィレットです。
鉛フリーハンダですが
艶がありピカッと光っていますね。
ではいつものように、この映像をイメージしたままで
次の写真を見ていただきましょう。
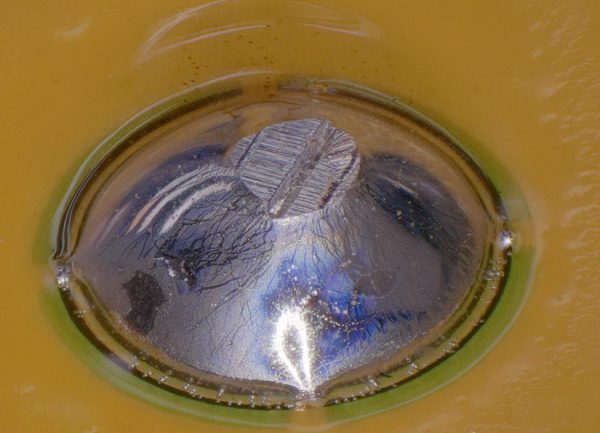
これは、オーバーヒートを起こしているものです。
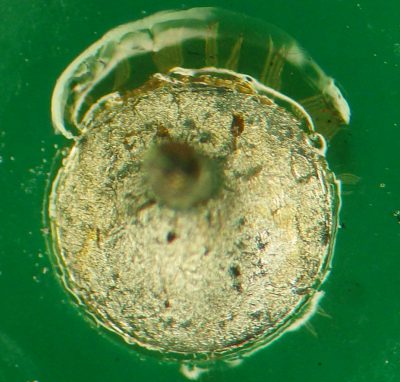
図2 リード オーバーヒート不良
表面のフラックス膜が破れて、はんだの素地が大気に触れ、
はんだ表面が凸凹、ザラザラに変質しています。
(酸化している)
鉛フリーはんだは、固化すると表面にスズの結晶が現れて
光を乱反射するため白っぽく見えますが、
オーバーヒートした時の白さと表面の様子とは異質のものです。
オーバーヒートを起こすと、内部は原子の空孔が増えて
スカスカの脆い状態になります。
次の写真は、はんだ量過多。
はんだ過多2
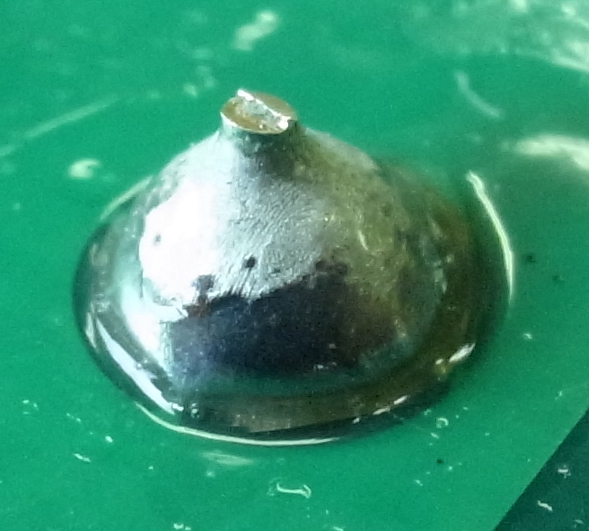
図3 はんだ過多不良
アキシャル・ラジアル部品では、正しいはんだ付け知識を学んでいない方は
このように多めのはんだ量にする方がほとんどです。
はんだ量が多いほうが頑丈に見える・・ので
気持ちはわかるのですが、
はんだ量が多くなりすぎると、第3者には熱不足のものと見分けが付かず、
例えば、リードやランドが酸化してしまって濡れが悪い場合にでも
隠すことができてしまいます。
こうした隠れた不具合は、はんだ付けした直後は電気的導通もあって
大丈夫そうに見えても、1ヶ月、1年と経過するうちに、
導通不良から発熱して焼損したり、発火する原因となります。
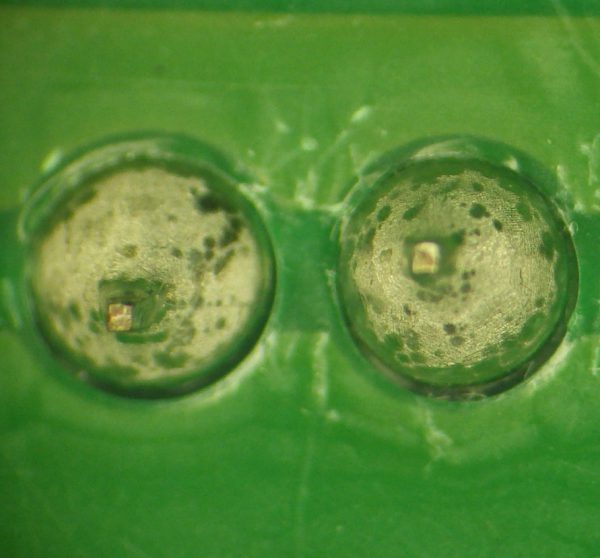
次の写真例は、はんだ量が少なすぎるもの。
はんだ量過少不良2
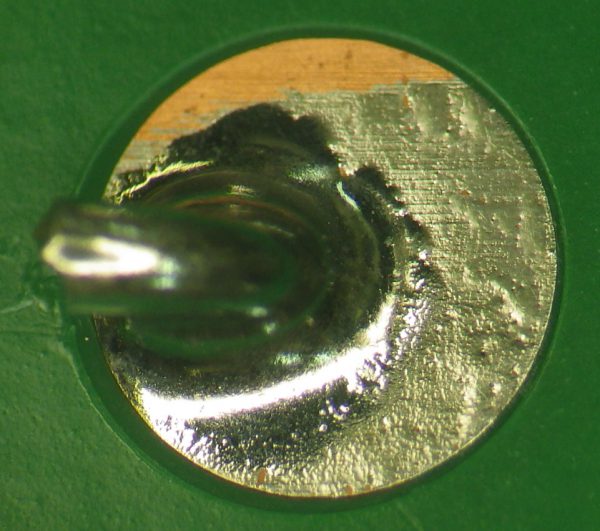
図4 はんだ量過少不良
図4
良品と比較すると、はんだ量の少なさがお解かりになると思います。
丸いランドの面積の半分以上がまっ平らなままで、フィレットが
ほとんどありません。
また、ランドの銅箔がそのまま露出しており、
ランド全体にはんだが濡れていないことから、「赤目」とも呼ばれます。
※銅のことを「アカ」と呼ばれることがあった名残?
次にご覧いただくのは部品の浮きです。

図5 部品浮き
基板に部品を実装する際に、リードの成型が不適切だと
浮きます。また、こうした部品は基板を裏向けてはんだ付けしますので、
気を付けていないとはんだ付け作業中に浮いてしまいます。
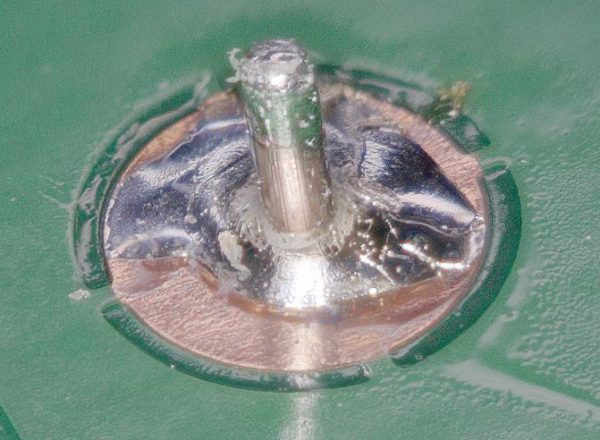
続いて、リードの切断面が露出したもの。
リード切断面

図6 リード切断面2
「コレの何があかんの?」という声が聞こえてきそうですが、
「リードカットがはんだ付けの前なのか? 後なのか?」は
はんだ付けの信頼性に大きく関わります。
というのも、はんだ付け部は時間の経過と共に、徐々に
再結晶化が進み、脆くなっていきます。
(20~30年程度が寿命)
はんだ付け部に応力を掛けますと、そのときは大丈夫に見えても、
掛かった応力を逃がすために再結晶化が一気に進みます。
はんだ付けの終了した後に、部品リードをニッパで切断すると、
はんだ付け部に応力が掛かって応力が残ります。
(特に切れないニッパでは顕著)
この現象が非常にやっかいでして、切断時には大丈夫なんですが
1~6ヵ月後にクラックとして表面化し、
電気製品を不具合に至らしめることがあります。
参照 クラック写真
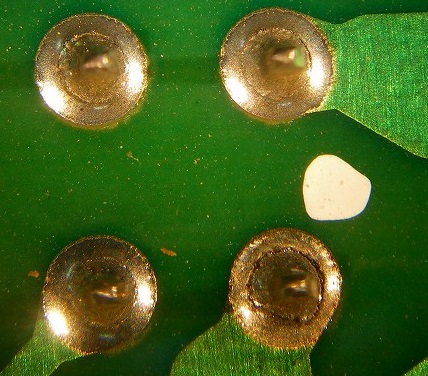
図7 ハンダクラック1
こうした不具合を防止するために、
先にリード切断を行ったことが証明できるよう
リードの切断面には、はんだが覆っていることが求められます。
※もし、後にリード切断を行った場合には、
はんだ付け部に掛かった応力を逃がすために、再度はんだを溶融します。
(この時に切断面をはんだで覆う)
こうまでして、はんだ付け部に応力が掛かる事を防止しようと
している訳ですから、次の写真のように、フィレットを切断しているものは
言語道断なわけです。
(大きな応力がかかるため)
はんだ付け後にリードカット

図8 はんだ付け後にリードカット2
※参考(2023年1月17日追記)
現在、IPC-A-610規格では、「リードははんだ付け後にカットしても良い」と
されています。ただし、クラス2(特定用途エレクトロニクス製品「産業機器などの分野」)、
クラス3(高性能エレクトロニクス製品「宇宙・航空・人命維持などの分野」)では、
リード切断をはんだ付け後に行う場合、はんだ付け接続部が損傷していないかどうか
はんだ接続部(フィレットと言い換えても良い)を10倍で拡大して目視検査すること。
とされています。
言い換えると一般的な家電品では、そこまで求められていないことになります。
代替え方法としては「はんだ接続部がリフローされても良い」とされています。
これは、はんだ付け接合に掛かった応力を逃がす効果を狙ったものと考えられます。
他には、リードを短く切りすぎてはんだ付けしたために
はんだ付け部分にリードが見えないもの(ボウズ)
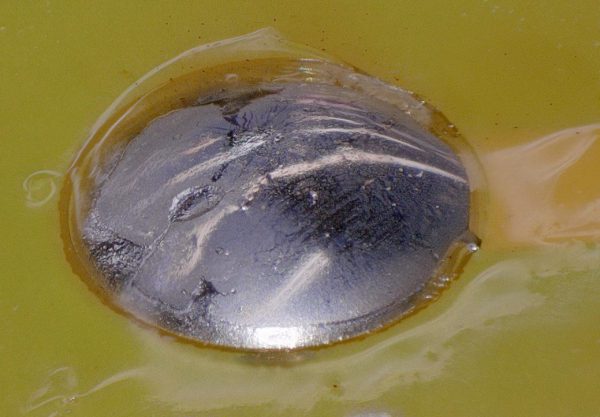
図9 はんだボウズ
これは、リードが本当にスルーホールに挿入されているのかが
証明できないためNGです。
次は、熱不足ではんだの上がりが悪いもの。

図10 はんだ上がり不良
部品面側から見て、図11のようにスルーホールにはんだが100%
充填されているのが望ましいですが、現在IPC規格、JIS規格では、
75%充填まで基準が緩くなっています。(2017年)
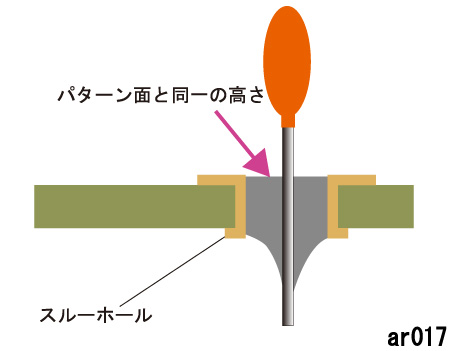
図11 はんだ上がり図
いかがだったでしょう?
アキシャル・ラジアル部品、簡単そうに見えても
いろいろな不具合が発生するものです。
記憶の片隅に置いてもらえると幸いです。
では、明るいはんだ付けを!






 はんだ付け検定 認定者在籍マークは、はんだ付け検定合格者が在籍しており、はんだ付け作業に従事していることを当協会が認定したことを示すマークです。
はんだ付け検定 認定者在籍マークは、はんだ付け検定合格者が在籍しており、はんだ付け作業に従事していることを当協会が認定したことを示すマークです。