
ハンダゴテのコテ先の選び方
ハンダゴテの性能については、さまざまな検討がされることが多いのですが、こて先については、論じられることが少なく、たいていの場合、購入したハンダゴテに付属してくる、標準のこて先をそのまま使用される方が多いようです。
ハンダゴテの性能を引き出すためには、コテ先の形状選びが重要です。
下にさまざまな形状のコテ先の写真を示します。

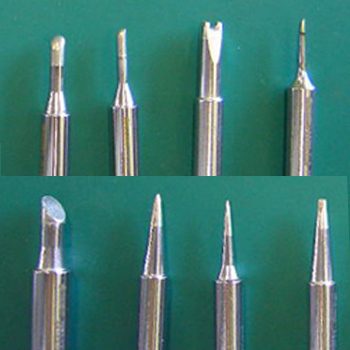

これらは、こて先の種類のほんの一部ですが、一般も方が、こうした形状のこて先をご覧になる機会は少ないのではないでしょうか。
いくら高価な高性能のハンダゴテを使っても、コテ先の選択を誤れば、その性能を十分に活用することは出来ません。
通常、ハンダゴテを購入すると、写真のような鉛筆を削ったような形状(B型、または円錐状と呼ばれることが多い)のコテ先が付属しています。
ところが、この形状が万能で一番優れているという理由からではありません。(コストが安いからですね。)コテ先の形状に万能というものはなく、本来、はんだ付けをしたい母材(対象)によって、コテ先を選択する必要があります。ゴルフに例えると、飛距離に応じてクラブを選択するようなイメージです。では、コテ先を選択する基準は何でょうか?ひとつは、母材との接触面積をなるべく大きくして、熱を効率よく伝えることにあります。
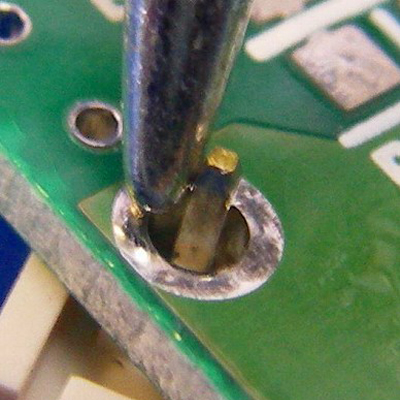

例えば、左上の写真ではコテ先と母材が、点でしか接触していません。
これでは、なかなか熱が伝わらず、母材の温度を上げるのにとても時間が掛かってしまいます。
こて先の接触した箇所だけが高温となって、基板や部品を壊す恐れがあります。
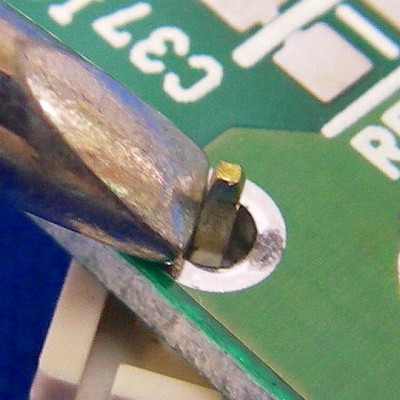
ところが、たとえば中央上写真のような形状のコテ先(D型 マイナスドライバ形とも呼ばれます)では、コテ先が母材に面や線で接触できるため、熱を効率よく伝えることが可能です。
さらには、右上のような形状のコテ先(二股型、R型などと呼ばれます)なら、もっと熱を伝えやすくなりますね。
裏面まで熱を伝える必要のある、スルーホール基板(注1)であっても、効率よくはんだ付けすることが可能となります。
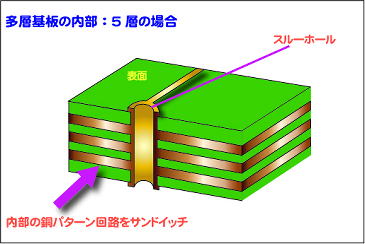 注1 スルーホール
注1 スルーホール
ハンダコテの役割は、ハンダ付けしたい母材と糸ハンダを温め、「約250℃で約3秒間はんだの溶融時間」を作り出すことにあります。
・・でしたね。
ということは、コテ先と母材や糸はんだとの接触がいかに大事か?
ということがご理解いただけると思います。
せっかく最高級のハンダゴテを使用していても、こて先の選択がいい加減だと、その性能を発揮できない理由をお分かりいただけると思います。
したがって、ハンダゴテを1本購入した場合、こて先は1種類だけを持つのでなく、はんだ付けの対象に合わせて選択できるコテ先を何種類か持っていたほうが良いわけです。
ハンダゴテの持つ性能を全て引き出すことができるからです。





 はんだ付け検定 認定者在籍マークは、はんだ付け検定合格者が在籍しており、はんだ付け作業に従事していることを当協会が認定したことを示すマークです。
はんだ付け検定 認定者在籍マークは、はんだ付け検定合格者が在籍しており、はんだ付け作業に従事していることを当協会が認定したことを示すマークです。